Каталог
Еще
 |  |  |
| Переход | Тройник | Отвод |
| 1. Очистите трубу от загрязнений, отрежьте под прямым углом конец трубы, снимите фаску на внешнем и внутреннем канте трубы. Удалите стружку из трубы. Закройте защитными крышками все отверстия в трубах, не подверженных сварке. |  |
| 2. При необходимости примените приспособления для скругления труб. Проверьте измерительной лентой диаметр трубы перед и после процесса снятия оксидного слоя. | 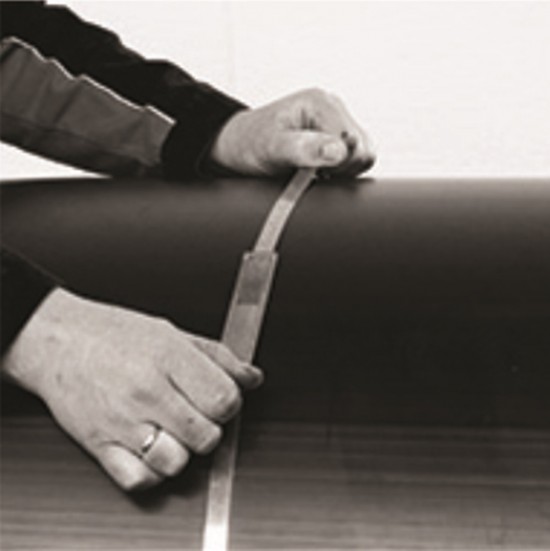 |
| 3. Измерьте обрабатываемую зону сварки трубы, при помощи электромуфты в упакованном состоянии добавьте дополнительно 1 см и отметьте перманентным маркером на трубе. |  |
| 4. Удалите оксидный слой с помощью специального приспособления для снятия оксидного слоя. Обратите внимание на минимальное удаление поверхности: 0,2 мм, а также максимально допустимое уменьшение толщины стенки труб. | 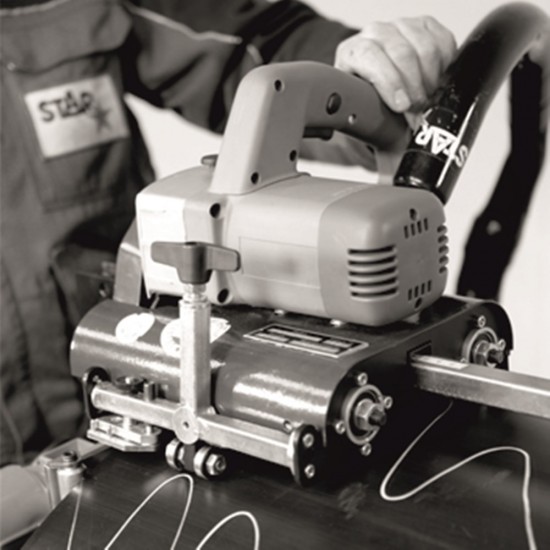 |
| 5. Зона сварки трубы и внутренняя поверхность электрофитингов STAR дoлжны быть абсолютно чистыми, сухими и не содержащими жира. Непосредственно перед монтажом и после снятия оксидного слоя, следует обезжирить эту поверхность соответствующим обезжиривающим составом, нанесенным исключительно на не оставляющей волокна салфеткой. Перед монтажом зона сварки электрофитинга и трубы должна быть чистой и сухой. Избегать касания руками зоны сварки. | 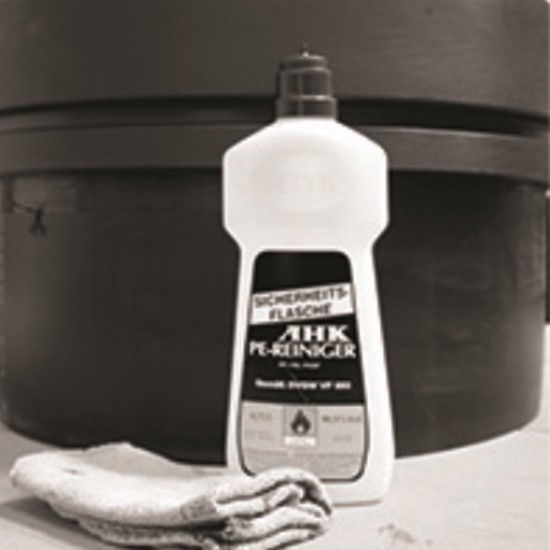 |
| 6. При использовании электрофитингов STAR без упора зона сварки должна быть обозначена при помощи перманентного маркера. |  |
| 7. Достаньте электромуфту из упаковки, не касаясь зоны сварки, и вставьте в нее конец трубы по маркировочную линию или упор. Перекосы при монтаже не допускаются. | 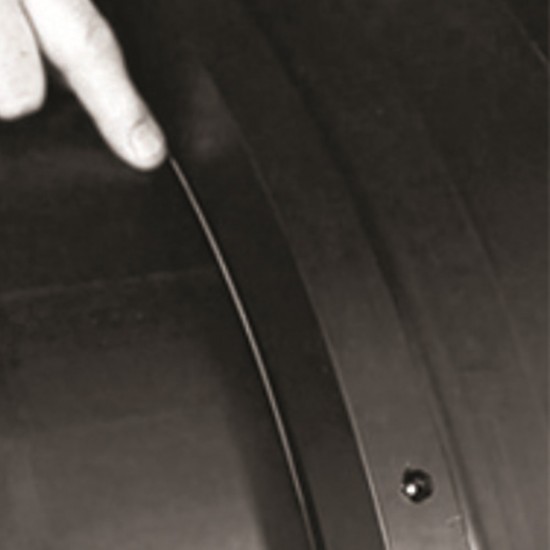 |
| 8. Повторите этот процесс со вторым концом трубы, обращая внимание на то, чтобы кольцевой зазор по обеим сторонам не был слишком большим (максимально 3 мм) и по периметру был одинаковым. Заклейте кольцевой зазор с двух сторон широкой клеящейся лентой. | 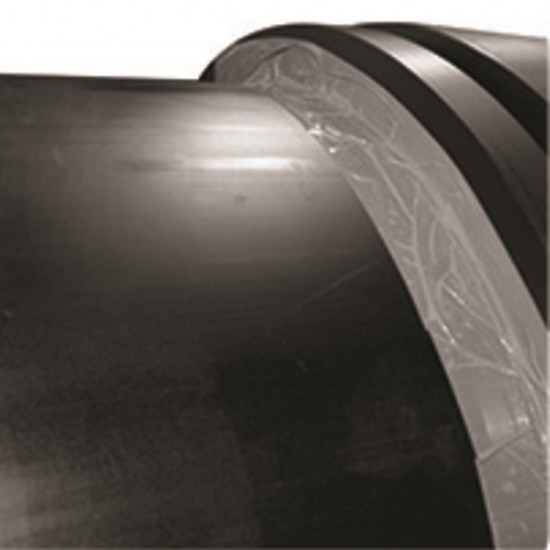 |
| 9. При монтаже обратите особое внимание на все подготавливаемые к сварке фитинги, которые дoлжны находиться в ненапряженном состоянии в зоне сварки. Концы труб, входящие в электрофитинги STAR, не дoлжны находиться под действием изгибающих напряжений или под действием сил от собственного веса. При необходимости применяйте подставки, упоры и подходящие к электрофитингам и трубам фиксирующие приспособления. |  |
| 10. Проводите процесс сварки согласно инструкции по обслуживанию сварочных аппаратов данных производителем. При контроле и надзоре процесса сварки вы должны находиться на достаточном и безопасном расстоянии: минимум 1 метр от зоны сварки. | |
| 11. После окончания процесса сварки проверьте данные на дисплее сварочного аппарата и отключите сварочный кабель. Обратите внимание на отсутствие напряжения в зоне сварки между трубой и фитингами до момента окончательного охлаждения. | 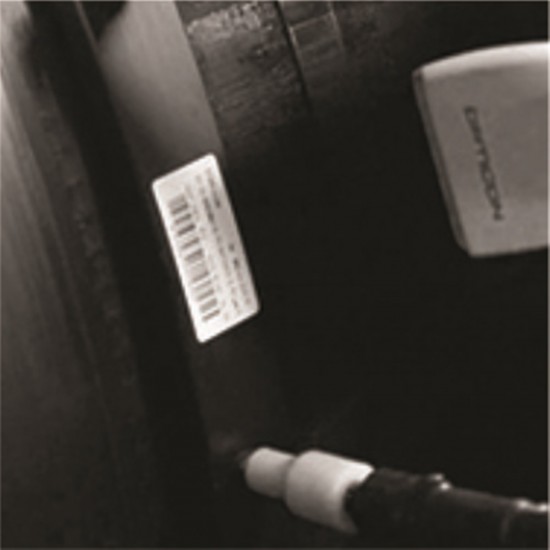 |
| 12. Ввод трубопровода в эксплуатацию производится только после успешного испытания под давлением. |  |
 |
| |
| Специальное фланцевое соединение | Отводы гнутые | Тройник 45° |